
控制系統部件-采用 FSW 工藝加工
焊接是輕合金材料的重要連接技術之一,具有減輕重量、節省材料、提高生產效率的作用。新型高強度鋁合金、鎂合金等材料采用傳統熔焊(TIC/MAC)方法存在一系列問題,如熔焊過程中合金元素的燃燒、力學性能的降低、產生因此,一方面,傳統的熔焊方法正在向高能量密度等離子、電子束、激光等先進熔焊方法發展;另一方面,攪拌摩擦焊等新型固相(非熔融)焊接方法在輕合金焊接中得到迅速發展和應用。

圖1 電弧焊

圖2 弧焊輪轂
攪拌摩擦焊(FSW)是一種先進的固相焊接技術,通過攪拌頭的高速旋轉,摩擦生熱,非熔化狀態,塑化,并被攪拌混合,實現冶金熔合。整個焊接過程綠色環保,無需焊接材料,焊接可直接熔透,可達到母材強度的85%。
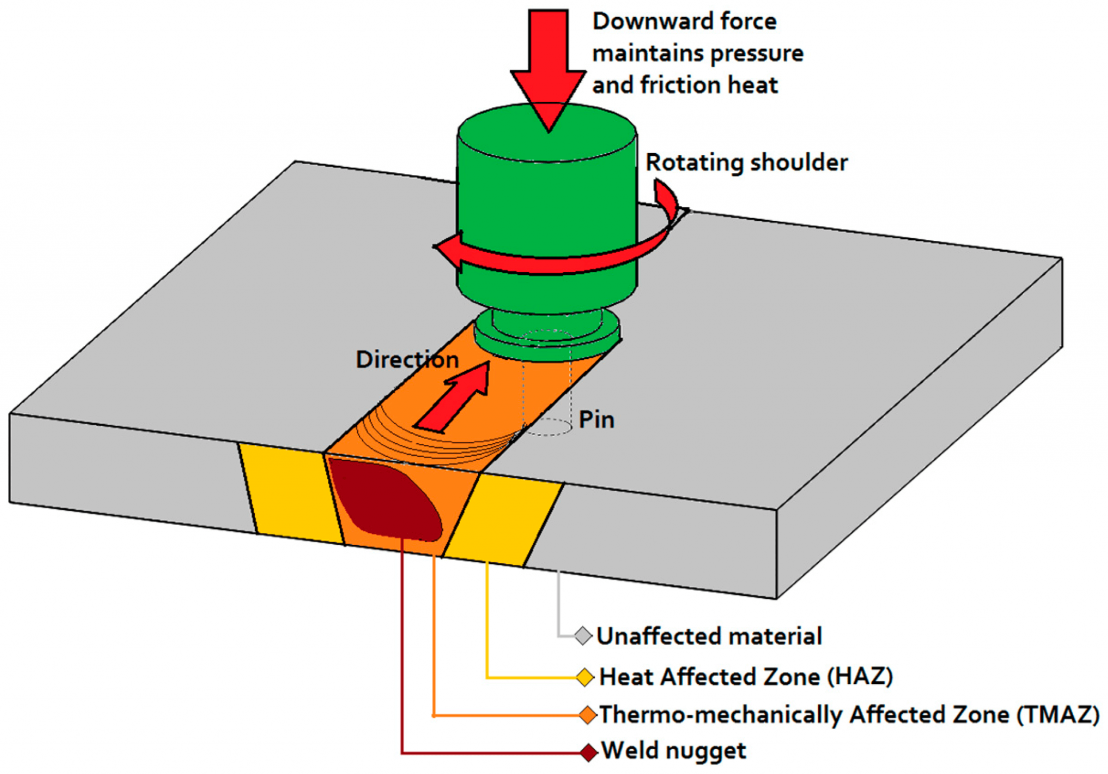
圖3 FSW原理
由于新能源汽車的輕量化和散熱效率要求尤為突出,電池組、電驅動殼體、電控系統等部件往往具有較高的散熱要求。因為過熱不僅影響產品效率,而且對行車安全造成一定的隱患。
圖4 ZF的ProAI域控制器
對于電機和控制器來說,液冷比風冷更能有效獲得最佳的冷卻效果。冷卻液流動方向非常重要。冷卻液的流向一般是從冷卻水箱下部出來,經過水泵后先對電機控制器進行冷卻。經過這樣的循環,控制器的冷卻需求得到了保證,使得電機控制器能夠獲得整個系統中溫度最低的冷卻液。這樣的冷卻系統對產品的結構設計和制造提出了更高的要求。產品往往有一些內腔結構,因為FSW技術可以更好地保證產品焊接結構的牢固性,并能承受更高的冷卻。液體壓力,因此可以充分發揮散熱性能,保證組件的最大效率。
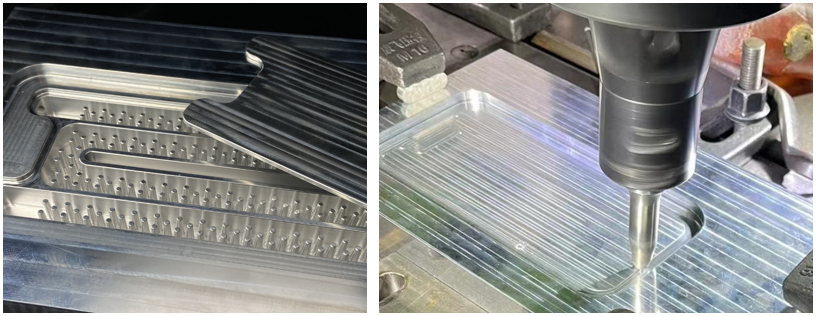
圖5 內部結構及攪拌摩擦焊制備
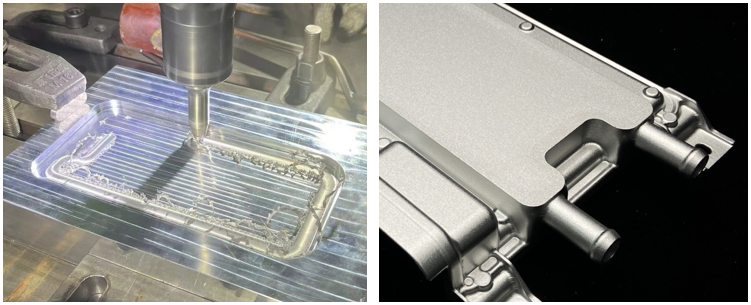
圖6 焊接過程及成品效果